A kisméretű tárgyak nyomtatása némiképp eltér a szokásosnál, de vajon honnan is kezdődik a kis méret? Ez számos dologtól függ, ebben a cikkben egy hiretelen kapott ötlet nyomán, mégis elsőre sikeresen kinyomtatott kisméretű tárgyat mutatok be.
Ötlet
Személyi edzőm szülinapjára szerettem volna valamivel kedveskedni neki, annak ellenére, hogy külön kérte felejtsük el ezt a szülinap dolgot. Dehát azért nem szabad ezt ennyiben hagyni, csak valami frappáns ötelettel kell előállni. Így gondoltam, hogy nyomtatok neki egy kis súlyzót amivel bárhol tud edzeni. Ráadásul ezzel a spéci súlyzóval akár az újj izmok is fejleszthetőek.

Tervezés
Mivel tényleg valami kis jelképes dologról volt szó, gondoltam a méret sem lesz túl nagy, ezért kis tárgyat terveztem. Amint a képen is látszik az volt az elgondolás, hogy kétféle színből nyomtatok. Engem speciel behatárol, hogy ez a két féle anyagom van (fekete, fehér), így a szín választáson sokat nem gondolkodtam. Nyilván a súlyok kívánták a feketét. Tervezésnél egyébként ez teljesen mindegy. A jobb és bal oldali súlyzók azonosak, tehát elégséges egy súlycsoport és a rúd kialakítása. Két szempont volt, az egyik, hogy ne essen le a rúdról a súly a másik, és hogy ne legyen merev a tárgy, hanem a súly tudjon forogni a rúdon. Ez különbözteti meg ugyanis az egybe öntött termékektől. Ezt úgy gondoltam kivitelezni, hogy a súly tárcsákat belülről megtámasztja egy perem a rúdon, kívülről pedig egy kis bütyük tartja a helyén aminek a helye ki van alakítva a tárcsákba fúrt lyukakon. Így a tárcsák le és fel helyezhetők, azok elfordítása után a bütyük gátolja a leesésüket. Erre a felszerelésre a két színű anyag miatt is szükség volt.
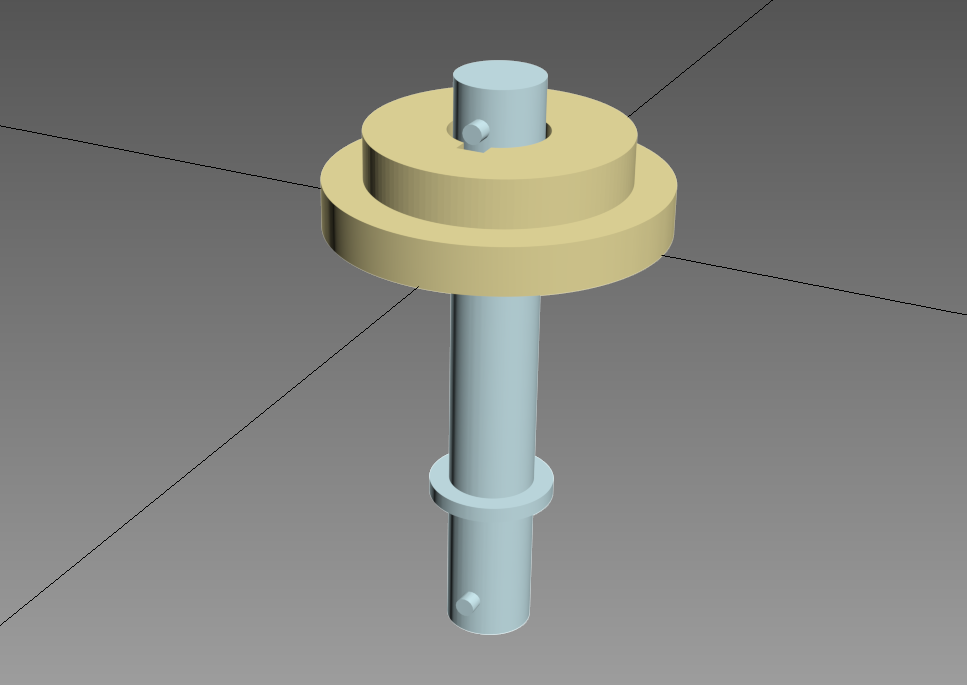
Azt már megszoktam, hogy bizonyos ráhagyással kell dolgozni ahhoz, hogy a kinyomtatott dolgok összeilleszthetőek legyenek. Ha egy adott méretbe kell belehelyezni egy másik részelemet, akkor nagyon rossz ötlet mindkettőt az adott méretben nyomtani, mindannak ellenére, hogy a nyomtatóm felbontása 4 mikron, a rétegeké 2 mikron. A kérdés mindig csak az, hogy vajon mekkora tűrést kell hagyni. Ezt leginkább kisérletezéssel lehet kitalálni. Ez azt jelenti, hogy próba darabokat kell nyomtatni, nem feltétlen az egész tárgyat hanem a csak a kritikus részeket és az eredmény alapján módosítani a tervet. Ebben az esetben ezt nem csináltam, biztosra akartam menni.
Így a tengely átmérője: 4,4mm, a lyuk a súlyban 5mm. Így a forgásra 0.3mm hely marad. Na itt kezd érdekes lenni a dolog. Mikor foglalkozik az épelméjű ember ilyen 0.3mm-es méretekkel? Igen, a 3D nyomtatásnál mérnöki pontosággal kell dolgozni. Néhány nyomtatás után rá lehet jönni, hogy a tized és századmilimétereknek mekkora jelentősége van. A súly tárcsa átmérője egyébként 1,7cm. Meg sem lepődünk, hogy a leesést megakadályozó bütyök átmérője 1mm és ahhoz, hogy a súly tárcsát ezen át lehessen húzni, 0,2mm távolságot kellett tartani.
Szerencsére a tervező programokon képernyő méretre tudjuk felnagyítani ezeket a kis méreteket és bár ez csak részigazság, de úgy tudunk dolgozni mintha egy nagy bazi tárgyat terveznénk. Ha ez mégsem menne, akkor lehet a méretarányokkal játszani, tehát 10 vagy 100 szoros méretben tervezni és kicsinyíteni. Ennek ellenére nálam mérethelyességből az vált be, ha egy helyen lehetőleg 1:1 méretarányban dolgozom. Például a nyomtató szeletelő szoftverében is lehet méretarányt változtatni, de valószínüsíthető, hogy a tervező program és a szeletelő program eltérő algoritmusokat használ, így a végeredmény eltérő lehet. Lehetséges, hogy ez észrevehetetlen, de ha össze kell illeszteni a nyomatokat, akkor fontos, hogy a végső méret kiszámítása egy helyen, azonos algoritmussal történjen.
Szeletelés, nyomtatás
Mint korábbi cikkekben már írtam a tervezés után a tárgyat az erre a célra fejlesztett szoftverrel még szeletelni kell. Ez a szeletelés fogja generálni azt a G-CODE-ot amit a printer végrehajt. Szeletelés során számos paraméter állítható, én a nyomtatóhoz kapott CraftWare programot használom. Alapvetően kétféle szeletelési módszert biztosít a szofver, az egyszerű módban csak a minőséget kell kiválasztani, a program a választotthoz igazítja a nyomtatási paramétereket, míg a bővített módban minden nyomtatási paraméter befolyásolható. Rengeteg ilyen paraméter van, ezek egy része függ egymástól, míg mások szabadon változtathatóak. Én a következőket szoktam állítani a tárggyal szemben támasztott követelményeimnek megfelelően:
Loop count A tárgy körvonala ennyiszer lesz kinyomtatva. Ez adja meg a tárgy oldalfalának a vastagságát.
Top/bottom layers A tárgy alsó és felső részét ennyiszer tölti ki, azaz ez adja meg, a tágy alsó és felső lapjának a vastagságát.
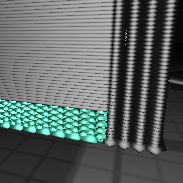
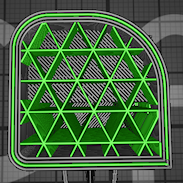
Infill A tárgy belseje üreges. Ahhoz, hogy a felső lapot ne a levegőbe nyomtassuk, szükséges a tárgy belsejében alátámasztás, illetve ez adja meg a tárgy tömörségét ami pedig befolyásolja a teherbíró képességet is. Ezért a tárgy belsejének kialakítását is szabályozhatjuk, egyrészt a kitöltés típusával. Ez lehet háromszög, vagy négyszögalakban nyomtatott belső váz, ahol lehet változtatni a váz vastagságát, sűrűségét és még rétegenként el is tudjuk forgatni.
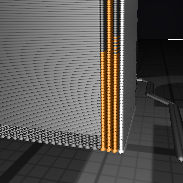
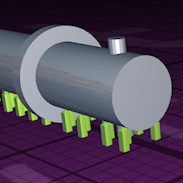
Support A tárgyak sokszor nem helyezhetők el úgy a nyomtatási tárgyasztalon, hogy ne legyen olyan rész ami elemelkedit az asztaltól. Nézd például a súlyzó esetében a tengelyt. A perem és a bütykök miatt a tengely egyik fele mindig a levegőben lóg. Levegőbe pedig nem tudunk nyomtatni. Ehhez kellenek az alátámasztások (support), azaz olyan kis nyomtatott pálcikák melyek a nomytatás idejére biztosítják, hogy a felettük lévő anyag nem esik le, hanem ezekre ráül. Ezeket a pálcikákat a nyomtatás végén el kell távolítani a tárgyról.
Tehát ezek azok a paraméterek melyekkel mindenképp foglalkozom a szeletelés előtt és gondolok rájuk már a tervezés során is. Ezen kívül számos paraméter áll rendelkezésre és azok állítgatása néha szükségszerű, ismertetésük több cikket is megérne.
Miért?
A nyomtató fej egy fix átmérőjű lyukon keresztül tolja ki a felmelegített műanyag szálat. Az, hogy mennyi anyag jön át a lyukon azt befolyásolja a nyomtatófej és az anyag kitolásának sebessége (ezek is állíthatóak). Ha feltételezzük, hogy ezek a paraméterek úgy vannak beállítva, hogy a lyukon egyenletesen folyik ki a teljes anyagmennyiség, akkor a fej paraméterei szerint 0.4mm széles lesz egy körvonal vastagsága. Tehát a loop count beállításával a tárgy oldalfalvastagságát előre meghatározhatjuk. Nagyméretű tárgyak esetében ez nem gond, apró méretnél azonban nem árt már a tervezés során gondolni rá. Ha például a tárgyon valami 1mm széles, akkor a körvonak nyomtatásakor mindkét oldalon 0.4mm oldalfalat nyomtatunk. Hiába állítjuk a loop count-ot nagyobra mint egy, nem fér ki egynél több körvonal (mert jobb és bal oldal* 2 *0.4 > 1mm), így a tárgy közepén 0.2mm lyuk marad. Ugyanígy adódik, hogy 0.4mm-nél keskenyebb egyetlen oldalfalból álló részletet nem tudunk nyomtatni, az 0.4mm lesz ami méretpontatlanságot okozhat.
Hasonló képpen alakul a tárgy alsó és felső lapja, csak itt nem a nyomtatófej nyílásának átmérője, hanem a tárgyasztal sűlyedésének legkisebb mértéke adja meg a határokat. A nyomtató függőleges elmozdulásának (Z tengely) felbontása 2 mikron. Egy réteget azonban általában 0.1mm vastagra szoktunk állítani. Tehát adódik, hogy egy réteg egyetlen pontja egy 0.4mm átmérőjő 0.1mm magas henger, azaz a henger űrtartamának megfelelő anyagmennyiségre van szükség. Azt is tudjuk, hogy ebbe a nyomtatóba 1,75mm átmérőjű filament szál kerül, tehát úgy kell behúzni a szálat, hogy pont a megfelelő mennyiségű anyag tolódjon ki. (Ha jól számoltam a szálból 5 mikronnyi anyagot kell kitolni az egyetlen pont kitöltéséhez.)
Összegezve tehát a tervezés során szoktam figyelni, hogy a legkisebb oldalfalvastagságok 0.4mm többszörösei legyenek. Az alsó felső lapok esetében figyelembe veszem hány rétegből fognak állni, így például felesleges infill-t nem hagyok. Ez azt jelenti, hogy ha például egy doboz alsó lapjának 1mm körüli vastagságot szeretnék, akkor 0.8-ra veszem a tervezésnél és négy réteget nyomtatok az alsó/felső rétegekből. Nem látom értelmét, hogy 0.2mm infillt nyomtassunk. A falvastagságnál figyelembe szoktam még venni, hogy mennyire legyen átlátszó a tárgy ha elektronikát tervezek bele. A LED diódák ugyanis jól átvilágítják a vékonyfalú anyagot még fekete színnél is. Ha nem dísztárgyról van szó kerülöm azokat a helyzeteket amikor az anyag belseje üreges marad amiatt, hogy sem az infill nem fér el benne, sem még egy körvonal. Sokszor felszeletelek egy tárgyat, majd utána módosítok a terven.
Vissza a súlyzóhoz
Szerencsére elsőre sikerült kétszer 10 perces nyomtatással.

Értékeld a cikket!
{extravote 3}